Mbrojtja nga korrozioni në vitin 2025 Pse galvanizimi me zhytje të nxehtë ende çon
Zhytje e nxehtëGalvanizim(HDG) ofron vlerë afatgjatë superiore për projektet e çelikut. Lidhja e saj unike metalurgjike ofron qëndrueshmëri të pakrahasueshme kundër dëmtimeve. Procesi i zhytjes siguron mbulim të plotë dhe uniform që metodat e spërkatjes nuk mund ta përsërisin. Kjo mbrojtje e dyfishtë ul ndjeshëm kostot e mirëmbajtjes gjatë ciklit jetësor.
Galvanizim me zhytje të nxehtëe bën çelikun shumë të fortë. Krijon një lidhje të veçantë që e mbron çelikun më mirë se boja.
Galvanizimi mbulon të gjitha pjesët e çelikut. Kjo parandalon shfaqjen e ndryshkut në vende të fshehura.
Çeliku i galvanizuar kursen para me kalimin e kohës. Ai zgjat shumë dhe ka nevojë për më pak riparime sesa veshjet e tjera.
Çfarë e bën galvanizimin me zhytje të nxehtë zgjedhjen më të mirë?
Galvanizimi me Zhytje të Nxehtë (HDG) dallohet nga metodat e tjera të mbrojtjes nga korrozioni. Superioriteti i tij vjen nga tre pika të forta kryesore: një lidhje metalurgjike e shkrirë, mbulim i plotë me zhytje dhe një sistem mbrojtës me veprim të dyfishtë. Këto karakteristika punojnë së bashku për të ofruar performancë të pakrahasueshme dhe vlerë afatgjatë.
Qëndrueshmëri e pakrahasueshme përmes një lidhjeje metalurgjike
Boja dhe veshjet e tjera thjesht ngjiten në sipërfaqen e çelikut. Galvanizimi me zhytje të nxehtë krijon një shtresë që bëhet pjesë e vetë çelikut. Procesi përfshin zhytjen e një pjese çeliku në...zink i shkrirënxehet në afërsisht 450°C (842°F). Kjo temperaturë e lartë shkakton një reaksion difuzioni, duke bashkuar zinkun dhe hekurin së bashku.
Ky proces formon një seri shtresash të dallueshme të lidhjeve të zinkut dhe hekurit. Këto shtresa janë të lidhura metalurgjikisht me substratin e çelikut.
Shtresa GamaMë afër çelikut, me rreth 75% zink.
Shtresa DeltaShtresa tjetër del, me rreth 90% zink.
Shtresa ZetaNjë shtresë e trashë që përmban afërsisht 94% zink.
Shtresa EtaShtresa e jashtme e zinkut të pastër që i jep veshjes përfundimin fillestar të shndritshëm.
Këto shtresa të ndërlidhura janë në fakt më të forta se çeliku bazë, duke ofruar rezistencë të jashtëzakonshme ndaj gërryerjes dhe dëmtimit. Shtresat e brendshme të forta i rezistojnë gërvishtjeve, ndërsa shtresa e jashtme e zinkut të pastër, më e duktë, mund të thithë goditjet. Kjo lidhje metalurgjike është dukshëm më e fortë se lidhjet mekanike të veshjeve të tjera.
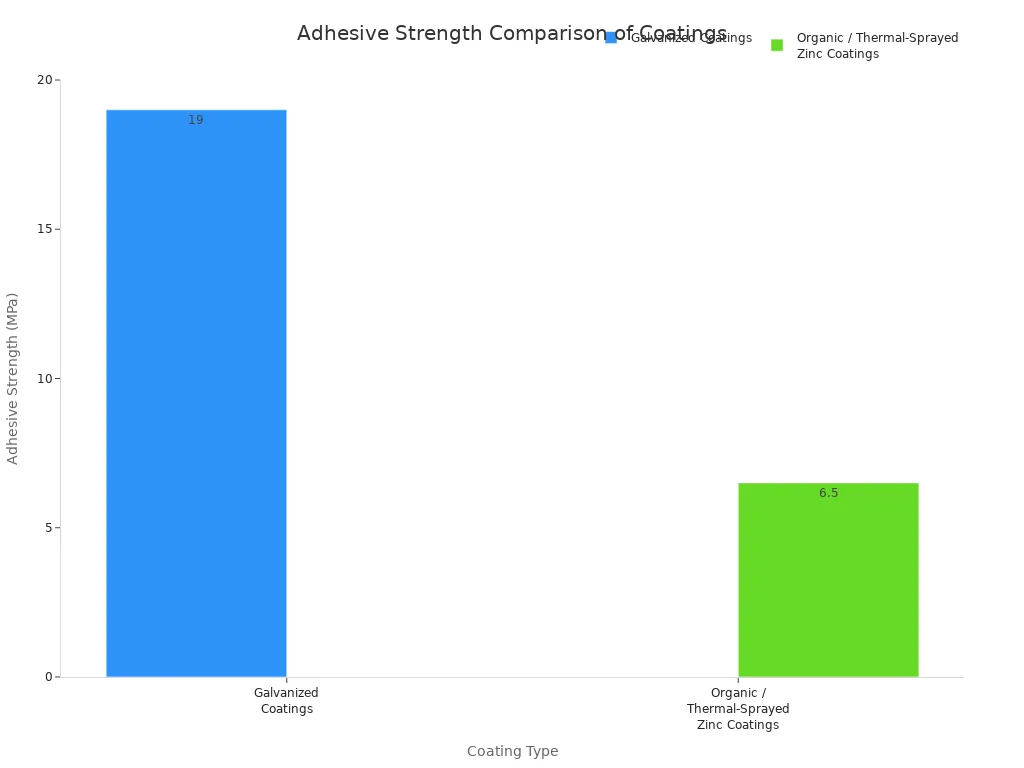
Lloji i veshjes
Forca e lidhjes (psi)
I galvanizuar me zhytje të nxehtë
~3,600
Veshje të tjera
300-600
Kjo forcë e jashtëzakonshme ngjitëse do të thotë që veshja e galvanizuar është jashtëzakonisht e vështirë për t'u qëruar ose copëtuar. Ajo i reziston me besueshmëri vështirësive të transportit, trajtimit dhe ndërtimit në vend.
Mbulim i plotë për mbrojtje totale
Korozioni gjen pikën më të dobët. Bojëra me spraj, astar s dhe veshje të tjera janë të ndjeshme ndaj gabimeve të aplikimit, si pikime, rrjedhje ose njolla të humbura. Këto papërsosmëri të vogla bëhen pika fillestare për ndryshk.
Galvanizimi me zhytje të nxehtë eliminon këtë rrezik nëpërmjet zhytjes së plotë. Zhytja e të gjithë fabrikimit të çelikut në zink të shkrirë garanton mbulim të plotë. Zinku i lëngshëm rrjedh në, mbi dhe përreth të gjitha sipërfaqeve.
Çdo cep, skaj, shtresë dhe seksion i brendshëm i zbrazët merr një shtresë uniforme mbrojtjeje. Ky mbulim "skaj më skaj" siguron që të mos ketë zona të pambrojtura të ekspozuara ndaj mjedisit.
Kjo mbrojtje gjithëpërfshirëse nuk është vetëm një praktikë më e mirë; është një kërkesë. Standardet globale e detyrojnë këtë nivel cilësie për të siguruar performancën.
ASTM A123kërkon që sipërfaqja e galvanizuar të jetë e vazhdueshme, e lëmuar dhe uniforme, pa zona të pa veshura.
ASTM A153vendos rregulla të ngjashme për pajisjet, duke kërkuar një përfundim të plotë dhe të qëndrueshëm.
ISO 1461është standardi ndërkombëtar që siguron që artikujt e çelikut të fabrikuar të marrin mbulim të plotë dhe uniform.
Ky proces garanton një barrierë mbrojtëse të qëndrueshme në të gjithë strukturën, një arritje që spërkatja manuale ose aplikimet me furçë nuk mund ta përsërisin.
Veprim i dyfishtë: Mbrojtje nga pengesat dhe sakrificat
Një shtresë e galvanizuar mbron çelikun në dy mënyra të fuqishme.
Së pari, ajo vepron si njështresë pengueseShtresat e zinkut e izolojnë çelikun nga kontakti me lagështinë dhe oksigjenin. Zinku në vetvete është shumë elastik. Në shumicën e mjediseve atmosferike, zinku korrodohet me një shpejtësi 10 deri në 30 herë më të ngadaltë se çeliku. Kjo shpejtësi e ngadaltë korrozioni siguron një mburojë fizike afatgjatë.
Së dyti, ajo ofronmbrojtje sakrifikueseZinku është më elektrokimikisht aktiv se çeliku. Nëse veshja dëmtohet nga një gërvishtje e thellë ose nga një vrimë shpimi, zinku do të korrodohet i pari, duke "sakrifikuar" veten për të mbrojtur çelikun e ekspozuar. Kjo mbrojtje katodike parandalon ndryshkun të zvarritet nën veshje dhe mund të mbrojë njollat e zhveshura deri në ¼ inç në diametër. Zinku në thelb vepron si një truproje për çelikun, duke siguruar që edhe nëse pengesa shkelet, struktura të mbetet e sigurt nga korrozioni. Kjo veti vetë-shëruese është një avantazh unik igalvanizim.
Procesi HDG: Një Shenjë Cilësie
Cilësia e jashtëzakonshme e një veshjeje të galvanizuar me zhytje të nxehtë nuk është rastësi. Ajo është rezultat i një procesi të saktë, shumëfazor që garanton një përfundim superior. Ky proces fillon shumë kohë përpara se çeliku të prekë zinkun e shkrirë.
Nga përgatitja e sipërfaqes deri te zhytja në zink të shkrirë
Përgatitja e duhur e sipërfaqes është faktori më kritik për një shtresë të suksesshme. Çeliku duhet të jetë krejtësisht i pastër që të ndodhë reaksioni metalurgjik. Procesi përfshin tre hapa kryesorë:
Zhytja e yndyrësNjë tretësirë e nxehtë alkali largon ndotësit organikë si papastërtia, yndyra dhe vaji nga çeliku.
TurshiÇeliku zhytet në një banjë me acid të holluar për të hequr gëlqeren e mullirit dhe ndryshkun.
FluksimNjë zhytje përfundimtare në një tretësirë klorur amoniumi zinku largon çdo oksid të mbetur dhe aplikon një shtresë mbrojtëse për të parandaluar formimin e ndryshkut të ri para galvanizimit.
Vetëm pas këtij pastrimi rigoroz, çeliku zhytet në një banjë zinku të shkrirë, e cila zakonisht nxehet në rreth 450°C (842°F).
Roli i një Prodhuesi të Pajisjeve të Galvanizimit
Cilësia e të gjithë procesit varet nga makineritë. Një prodhues profesional i pajisjeve të galvanizimit projekton dhe ndërton linjat e përparuara që e bëjnë të mundur HDG-në moderne. Sot, një prodhues kryesor i pajisjeve të galvanizimit përfshin automatizimin dhe sensorë në kohë reale për kontroll të saktë. Kjo siguron që çdo hap, nga pastrimi kimik deri te menaxhimi i temperaturës, të jetë i optimizuar. Për më tepër, një prodhues i përgjegjshëm i pajisjeve të galvanizimit projekton sisteme që përmbushin standarde të rrepta mjedisore dhe të sigurisë, shpesh duke përfshirë sisteme me lak të mbyllur për të trajtuar mbetjet. Ekspertiza e prodhuesit të pajisjeve të galvanizimit është thelbësore për rezultate të qëndrueshme dhe me cilësi të lartë.
Si Trashësia e Veshjes Siguron Jetëgjatësi
Procesi i kontrolluar, i menaxhuar nga sisteme nga një prodhues i pajisjeve të galvanizimit të nivelit të lartë, ndikon drejtpërdrejt në trashësinë përfundimtare të veshjes. Kjo trashësi është një parashikues kyç i jetëgjatësisë së shërbimit të çelikut. Një veshje zinku më e trashë dhe më uniforme siguron një periudhë më të gjatë mbrojtjeje si nga barriera ashtu edhe nga sakrifica. Standardet e industrisë specifikojnë trashësitë minimale të veshjes bazuar në llojin dhe madhësinë e çelikut, duke siguruar që ai të mund t'i rezistojë mjedisit të synuar për dekada me mirëmbajtje minimale.
HDG kundrejt Alternativave: Një Krahasim i Performancës 2025
Zgjedhja e një sistemi mbrojtës nga korrozioni kërkon një vështrim të kujdesshëm të performancës, qëndrueshmërisë dhe kostos afatgjatë. Ndërsa ekzistojnë shumë alternativa,galvanizim me zhytje të nxehtëvazhdimisht dëshmon superioritetin e tij kur krahasohet drejtpërdrejt me bojërat, epokset dhe astarat.
Kundër bojës dhe veshjeve epoksi
Boja dhe veshjet epoksi janë filma sipërfaqësorë. Ato krijojnë një shtresë mbrojtëse, por nuk lidhen kimikisht me çelikun. Ky ndryshim themelor çon në boshllëqe të mëdha në performancë.
Veshjet epoksi janë veçanërisht të prirura ndaj dështimit. Ato mund të çahen dhe të zhvishen, duke ekspozuar çelikun poshtë tyre. Pasi barriera thyhet, korrozioni mund të përhapet me shpejtësi. Autoriteti i Rrugëve Shtetërore të Nju Jorkut e mësoi këtë nga afër. Fillimisht ata përdorën armatura të veshura me epoksi për riparimet e rrugëve, por veshjet çaheshin shpejt. Kjo çoi në përkeqësim të shpejtë të rrugëve. Pasi kaluan në armatura të galvanizuara për riparimin e një ure, rezultatet ishin aq mbresëlënëse saqë tani përdorin materiale të galvanizuara për projektet e tyre.
Kufizimet e veshjeve epoksi bëhen të qarta kur i krahasojmë ato me HDG.
Formon një film në sipërfaqe; nuk ka lidhje kimike.
Krijon një lidhje kimike, metalurgjike me çelikun.
Mekanizmi i Dështimit
I prirur ndaj plasaritjes dhe zhveshjes, gjë që lejon përhapjen e ndryshkut.
Vetitë vetë-shëruese mbrojnë gërvishtjet dhe parandalojnë zvarritjen e ndryshkut.
Qëndrueshmëri
Mund të çahet lehtë gjatë transportit dhe instalimit.
Shtresat e aliazhit jashtëzakonisht të qëndrueshme i rezistojnë gërryerjes dhe goditjeve.
Riparim
Nuk ka aftësi vetëriparimi. Zonat e dëmtuara duhet të riparohen manualisht.
Mbron automatikisht zonat e vogla të dëmtuara përmes veprimit sakrifikues.
Aplikimi dhe ruajtja gjithashtu paraqesin sfida të rëndësishme për veshjet epoksi.
Rreziku i dëmtimitEpoksi është i brishtë. Gërvishtjet gjatë transportit ose instalimit mund të krijojnë pika të dobëta për korrozion.
Ndjeshmëria ndaj rrezeve UVÇeliku i veshur me epoksi kërkon presa speciale për ruajtje në natyrë. Duhet të qëndrojë i mbuluar për të parandaluar dëmtimin nga rrezet e diellit.
Humbja e ngjitjesLidhja e veshjes me çelikun mund të dobësohet me kalimin e kohës, madje edhe gjatë ruajtjes.
Mjedise DetareNë zonat bregdetare, veshjet epoksi mund të kenë performancë më të keqe se çeliku i zhveshur. Kripa dhe lagështia shfrytëzojnë lehtësisht çdo defekt të vogël në veshje.
Në mjediset bregdetare, HDG tregon qëndrueshmërinë e saj. Edhe në zonat me erëra të drejtpërdrejta të kripura, çeliku i galvanizuar mund të zgjasë 5-7 vjet para se të ketë nevojë për mirëmbajtjen e parë. Zonat e mbrojtura në të njëjtën strukturë mund të mbeten të mbrojtura për 15-25 vjet të tjera.
Kundër abetareve të pasura me zink
Astaret e pasura me zink shpesh paraqiten si një alternativë e lëngshme ndaj galvanizimit. Këto astaret përmbajnë një përqindje të lartë pluhuri zinku të përzier me një lidhës boje. Grimcat e zinkut ofrojnë mbrojtje sakrifikuese, por sistemi mbështetet në një lidhje mekanike, shumë ngjashëm me bojën e rregullt.
Në të kundërt, galvanizimi me zhytje të nxehtë krijon shtresat e tij mbrojtëse përmes një reaksioni difuzioni në temperatura të larta. Kjo formon lidhje të vërteta zink-hekur që shkrihen me çelikun. Një astar i pasur me zink thjesht ngjitet në sipërfaqe. Ky ndryshim në lidhje është çelësi i performancës superiore të HDG-së.
Karakteristikë
Galvanizim me Zhytje të Nxehtë
Abetare e pasur me zink
Mekanizëm
Lidhja metalurgjike krijon shtresa të qëndrueshme të aliazhit të zinkut-hekurit.
Pluhuri i zinkut në një lidhës siguron mbrojtje sakrifikuese.
Ngjitje
I shkrirë me çelikun me një forcë lidhjeje prej ~3,600 psi.
Lidhja mekanike mbështetet në pastërtinë e sipërfaqes; shumë më e dobët.
Qëndrueshmëri
Shtresat e aliazhit jashtëzakonisht të forta i rezistojnë gërryerjes dhe goditjeve.
Shtresa më e butë si bojë mund të gërvishtet ose të çahet lehtë.
Përshtatshmëria
Ideale për çelik strukturor në aplikime të ashpra dhe jetëgjatë.
Më e mira për korrigjime ose kur HDG nuk është i mundur.
Ndërsa astarët e pasur me zink ofrojnë mbrojtje të mirë, ato nuk mund të krahasohen me fortësinë dhe jetëgjatësinë e një veshjeje të vërtetë të galvanizuar. Efektiviteti i astarit varet tërësisht nga përgatitja dhe aplikimi perfekt i sipërfaqes, dhe ajo mbetet e ndjeshme ndaj gërvishtjeve dhe dëmtimeve fizike.
Adresimi i kritikave të zakonshme të HDG-së
Një keqkuptim i zakonshëm në lidhje me galvanizimin me zhytje të nxehtë është kostoja e tij fillestare. Në të kaluarën, HDG nganjëherë shihej si një opsion më i shtrenjtë që në fillim. Megjithatë, kjo nuk është më rasti në vitin 2025.
Për shkak të çmimeve të qëndrueshme të zinkut dhe proceseve më efikase, HDG tani është shumë konkurrues në koston fillestare. Kur merret parasysh kostoja totale e ciklit jetësor, HDG është pothuajse gjithmonë zgjedhja më ekonomike. Sistemet e tjera kërkojnë mirëmbajtje dhe ripërdorim të shpeshtë, duke shtuar shpenzime të konsiderueshme gjatë jetëgjatësisë së projektit.
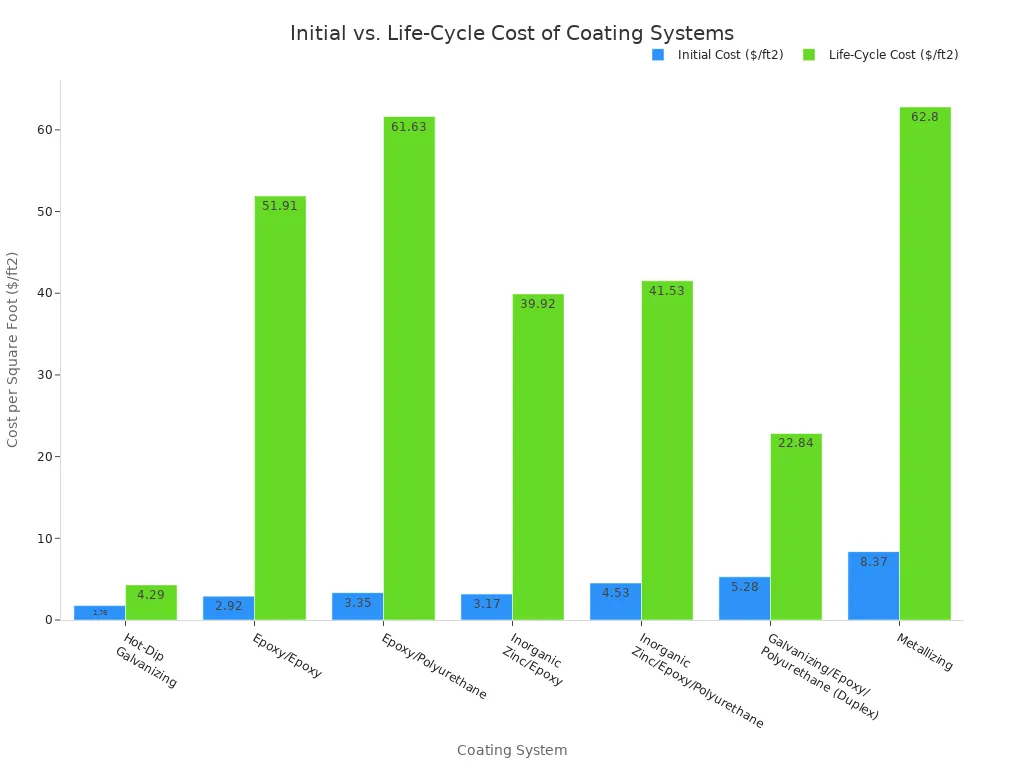
Shoqata Amerikane e Galvanizuesve ofron një Kalkulator të Kostos së Ciklit të Jetës (LCCC) që krahason HDG-në me mbi 30 sisteme të tjera. Të dhënat tregojnë vazhdimisht se HDG kursen para. Për shembull, në një studim të një ure me një jetëgjatësi të projektuar prej 75 vitesh:
Galvanizim me Zhytje të Nxehtëkishte një kosto të ciklit jetësor prej4.29 dollarë për metër katror.
NjëEpoksi/Poliuretanisistemi kishte një kosto të ciklit jetësor prej61.63 dollarë për metër katror.
Ky ndryshim i madh vjen nga performanca pa mirëmbajtje e HDG-së. Një strukturë e galvanizuar shpesh mund të zgjasë 75 vjet ose më shumë pa pasur nevojë për ndonjë punë të madhe. Kjo e bën atë investimin më të zgjuar financiar për projekte afatgjata.